
Sterility Testing Methods for Peptide Manufacturers
Author: Dr. Numan S. Date: December 11, 2025

Why Sterility Testing Matters in Peptide Manufacturing
Sterile production of peptides demands rigorous quality controls to protect both patient safety and research integrity. Sterility testing is a non-negotiable requirement in pharmaceutical manufacturing, mandated to confirm the absence of any viable contaminating microorganisms in each batch [1]. A failure of the sterility test means the entire peptide batch must be rejected, posing significant safety, regulatory, and financial risks [1]. Sterility testing therefore plays a central role in ensuring compliance with pharmacopeial standards and safeguarding downstream research or clinical use.
During peptide manufacturing, microbial contamination can originate from water systems, raw materials, air handling units, or human contact [2]. Even low-level microbial contamination can compromise peptide stability, degrade biological activity, or introduce endotoxins that confound experimental outcomes [2]. Implementing validated sterility testing methods ensures that peptide products are free from viable microorganisms prior to release [2]. Confirming sterility at the batch level protects both product integrity and research reproducibility.
Overview of Sterility Testing Methods
Sterility testing methods defined in pharmacopeial standards rely primarily on membrane filtration and direct inoculation, both of which involve incubating samples in nutrient media for 14 days to detect microbial growth [3]. In membrane filtration, the peptide solution is passed through a sterile membrane that captures microorganisms, whereas direct inoculation introduces the product directly into culture media [3]. Any turbidity or microbial growth during incubation indicates sterility failure, while clear media confirms compliance [3].
Membrane Filtration: The Gold Standard
Membrane filtration is widely regarded as the gold standard among sterility testing methods for peptide manufacturing. In this approach, the peptide sample is aseptically passed through a membrane filter, typically with a pore size of 0.45 µm, designed to retain bacteria and fungi [1]. After filtration, the membrane is rinsed to remove inhibitory substances and transferred into growth media, which is then incubated for 14 days [1]. This process concentrates microorganisms on the membrane, significantly improving detection sensitivity [1].
An important advantage of membrane filtration is its ability to neutralize antimicrobial components that could otherwise suppress microbial growth [1]. For peptide products that contain preservatives or bacteriostatic excipients, membrane filtration reduces the risk of false-negative results. When the product is filterable, this method is generally preferred due to its reliability, sensitivity, and regulatory acceptance
Direct Inoculation Sterility Testing
Direct inoculation sterility testing involves placing the peptide sample directly into growth media without prior filtration and incubating it for 14 days [3]. This method is typically reserved for non-filterable products or very small-volume samples where membrane filtration is impractical [2]. However, direct inoculation carries a higher risk of false negatives if the peptide formulation inhibits microbial growth [1].
Because of this limitation, products tested by direct inoculation must undergo bacteriostasis and fungistasis testing to demonstrate that the formulation does not suppress microorganisms [6]. While direct inoculation remains an accepted sterility testing method, its application is more limited compared to membrane filtration in peptide manufacturing.
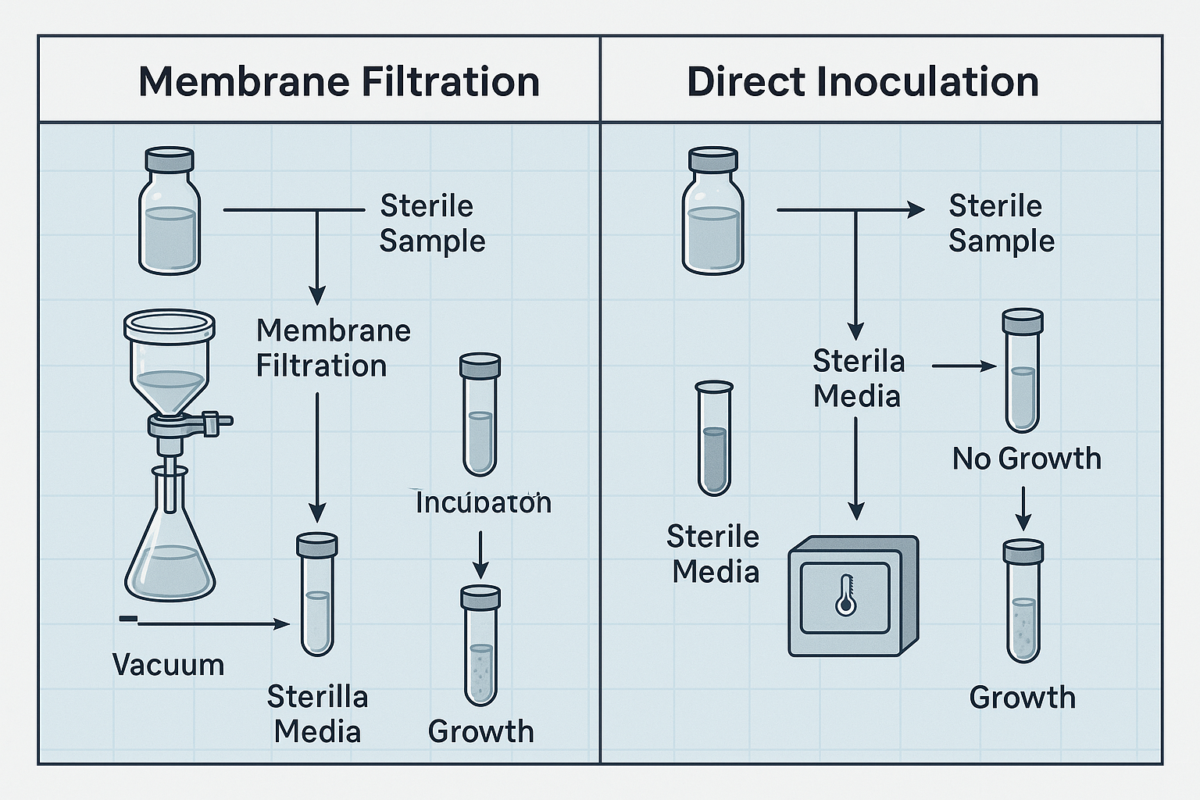
Figure 1: Membrane FIltration vs. Direct Inoculation
Rapid Sterility Testing Technologies
Advancements in rapid sterility testing have introduced technologies capable of detecting microbial growth in significantly less time than the traditional 14-day incubation period [5]. These methods rely on detecting early metabolic activity, micro-colony formation, or fluorescence-based signals rather than visible turbidity [5]. In some cases, results can be obtained within a few days while maintaining sensitivity comparable to compendial methods [7].
Rapid sterility testing offers clear advantages for time-sensitive peptide batches, including reduced quarantine times and faster batch release [7]. However, these systems require extensive validation to demonstrate equivalency with traditional sterility testing methods [6]. As a result, rapid sterility testing is often used selectively alongside conventional approaches rather than as a universal replacement.
Figure 2: Rapid Sterility Testing Technologies.
Environmental and Process Controls That Support Sterility
Sterility testing alone cannot compensate for poor manufacturing controls. Peptide manufacturing relies on cleanroom environments with HEPA-filtered air, controlled pressure differentials, and routine environmental monitoring to minimize microbial contamination [2]. Sterility tests are conducted within ISO Class 5 environments, such as laminar airflow hoods or isolators, to prevent extrinsic contamination during testing [4].
In addition to environmental controls, aseptic processing practices support sterility throughout manufacturing. Terminal sterile filtration, sterilized equipment, validated cleaning procedures, and strict gowning protocols all reduce contamination risk prior to sterility testing [8]. These layered controls work together to ensure sterility is maintained from synthesis through final fill.
Choosing the Right Sterility Testing Method
Selecting the appropriate sterility testing method depends on multiple product-specific factors, including filterability, formulation composition, and available sample volume [1]. When feasible, membrane filtration is preferred due to its higher sensitivity and reduced interference from antimicrobial components. Direct inoculation is used only when filtration is not possible and must be carefully validated [2].
Manufacturers must also decide whether to implement rapid sterility testing based on production timelines and regulatory strategy. While rapid methods can shorten release timelines, traditional sterility testing remains the benchmark for routine peptide manufacturing. Ultimately, the chosen method must reliably detect contamination while aligning with regulatory expectations and operational needs.
Additional QC Methods Used Alongside Sterility Testing
Sterility testing is one component of a broader quality control testing framework for peptides. Complementary tests include bacterial endotoxin testing, analytical purity assessments using HPLC, and mass spectrometry-based identity confirmation [8]. Together, these methods verify that peptide products are sterile, chemically pure, and correctly characterized.
Integrating sterility testing with other quality control testing ensures that no single failure mode compromises product quality. A peptide batch is released only after all required tests confirm compliance with predefined specifications [2]. This multi-layered approach is essential for maintaining consistency and reliability across peptide manufacturing campaigns.
How Sterility Testing Fits Into the Manufacturing Workflow
In peptide manufacturing workflows, sterility testing represents a final gate before product release. Representative units from each batch are tested while the remaining product is held in quarantine pending results [3]. Because traditional sterility testing requires a 14-day incubation period, manufacturers must account for storage, stability, and logistical considerations during this time [3].
Sterility testing is also repeated during stability studies to confirm that products remain sterile throughout their shelf life [5]. Any sterility failure triggers an investigation to identify contamination sources and implement corrective actions [3]. As such, sterility testing is both a release criterion and a feedback mechanism for continuous process improvement.
High-Quality Peptides Depend on Robust Sterility Testing and Controlled Manufacturing
High-quality peptide products depend on the integration of robust sterility testing methods with tightly controlled manufacturing environments. Validated sterility testing confirms the absence of microbial contamination, while environmental controls and aseptic processes prevent contamination from occurring [1]. When combined with complementary quality control testing, sterility testing ensures that peptide products meet the highest standards of safety, purity, and reliability [8]. This comprehensive approach is essential for protecting research integrity and maintaining confidence in peptide manufacturing.
Frequently asked questions (FAQs) about Sterility Testing for Peptide Manufacturers
Why do peptide manufacturers rely on sterility testing?
- Peptide manufacturers rely on sterility testing to verify that finished products are free from viable microorganisms that could compromise research integrity. Even low-level microbial contamination can alter peptide stability, interfere with assay readouts, or introduce confounding biological responses in vitro or in vivo. Regulatory pharmacopeias and industry best practices therefore require sterility testing as a core quality-control measure to confirm that aseptic processing, filtration, and handling procedures were effective [1,2].
Which testing method is most accurate for peptides?
- No single sterility test is universally “most accurate,” as each method has strengths depending on the peptide formulation and research context. Traditional compendial methods—membrane filtration and direct inoculation—remain the reference standards because they detect a broad range of aerobic and anaerobic bacteria as well as fungi [1]. For many peptide manufacturers, membrane filtration is preferred due to its high sensitivity and suitability for low-biomass samples typical of purified peptides [2].
How do rapid testing technologies compare to traditional methods?
- Rapid sterility testing technologies, such as ATP bioluminescence, nucleic acid amplification, and automated microbial detection systems, offer significantly shorter time-to-results compared with traditional 14-day culture-based assays. These methods can detect microbial contamination within hours to a few days, improving batch-release timelines and operational efficiency. However, rapid methods must be carefully validated against pharmacopeial standards to ensure equivalent sensitivity and specificity, and many manufacturers use them as complementary tools rather than complete replacements [3,4].
What environmental controls support sterile production?
- Sterile peptide production is supported by a combination of environmental controls, including cleanroom classification, high-efficiency particulate air (HEPA) filtration, controlled airflow and pressure differentials, and routine environmental monitoring. Biosafety cabinets, aseptic gowning protocols, and validated cleaning and disinfection procedures further reduce microbial burden during synthesis, purification, and fill–finish operations. Together, these controls minimize the risk of contamination before sterility testing is performed [2,5].
How does sterility testing ensure reliable research results?
- Sterility testing helps ensure that observed experimental outcomes are attributable to the peptide itself rather than unintended microbial contaminants. Contaminants can secrete enzymes, toxins, or metabolites that alter cellular responses, skew pharmacological data, or degrade peptides over time. By confirming microbial absence prior to distribution, sterility testing supports reproducibility, data validity, and confidence in downstream research findings [1,3].
References
- Contract Laboratory – Sterility Testing Guide: Direct Inoculation vs. Membrane Filtration. Published Nov 7, 2025contractlaboratory.com
- MtoZ Biolabs – Peptide Sterility Testing Service (web page). Accessed 2025mtoz-biolabs.com
- Ecolab – A Comparison of Common Sterility Testing Approaches. June 27, 2024ecolab.com
- Sartorius – Sterility Testing FAQs (Sterisart® System). Accessed 2025sartorius.com
- CD Formulation – Sterility Testing for Proteins & Peptides (Service Description). Accessed 2025formulationbio.com
- ARL Bio Pharma (A. Taylor) – Rapid Sterility Testing. 2021 arlok.com
- Rapid Micro Biosystems – Growth Direct® Rapid Sterility Testing (product page). Accessed 2025rapidmicrobio.com
- GenScript – Unlocking the Mystery of cGMP Peptides: GMP Compliance in Peptide Drug Quality Control. Apr 11, 2024 genscript.com