
What Is a Lyophilized Peptide?
A Scientific Breakdown
Author: Dr. Numan S. Date: May 14, 2025

Introduction to lyophilized peptides
Peptides are short-chain linkages of amino acids, the biological building blocks of proteins (Fig. 1). Unlike the latter, which can be thousands of amino acids long, peptide sequences consist of at most 50 amino acids with a specific amino acid sequence.
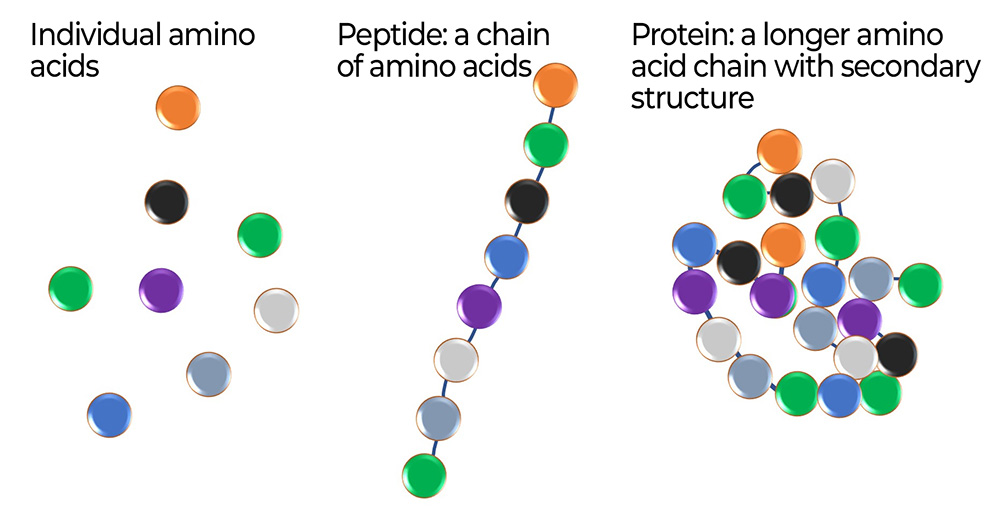
Figure 1. Amino acids are the building blocks of proteins that consist up to thousands of amino acids. Up to 50 amino acids can form a peptide. (cellgs.com)
In solution, peptides undergo various degradation processes, including hydrolysis, oxidation, deamidation, and aggregation. Hydrolysis occurs by water cleavage of the peptide bonds, while oxidation can damage sensitive amino acids such as methionine or cysteine. Deamidation is a chemical reaction in which an amide group (-CONH₂) is split off from asparagine (Asn) or glutamine (Gln) converting them aspartate (Asp) and glutamate (Glu), respectively.
This is where lyophilization comes into play. This process, which is also called freeze-drying, increases peptide stability and allows their trouble-free transportation at room temperature. In addition, it will be possible to store peptides as solid powder (chilled or frozen) for up to 24 months. This overview is applicable to any lyophilized peptide—including something like cjc 1295—as long as optimal storage is followed.
Lyophilized peptides are used in numerous industries, including biomedical and pharmaceutical research, biotechnology, as well as the cosmetics and food industries. In drug development, they are used for peptide therapeutics, vaccines, and diagnostics (Fig. 2). In biotechnological research, they serve as stable reagents for cell culture studies and protein analyses. Lyophilized peptides ensure high reproducibility of experiments in biomedical and pharmaceutical research.
They enable exact dosing without fluctuations, as they are available as solid powder and are not affected by evaporation or pipetting errors. In addition, variabilities caused by repeated freeze-thaw cycles of peptide solutions can be avoided, which leads to more consistent results in experiments. The cosmetics industry uses lyophilized peptides in skin care products for targeted drug release, while in food technology they contribute to the development of functional proteins and dietary supplements.
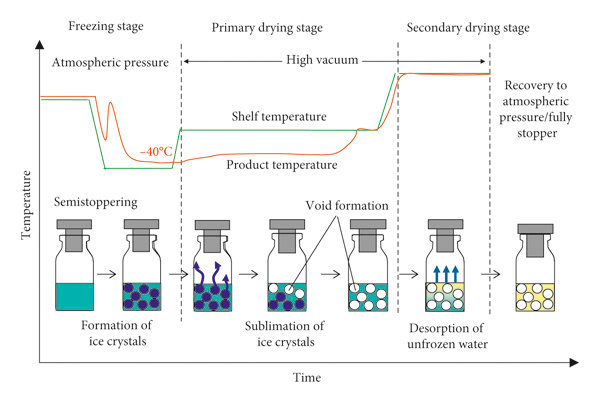
Figure2. The steps during lyophilization (Researchgate)
Fundamentals of the Lyophilization Process
As the alternative name freeze-drying suggests, this process involves first freezing a material and then drying it. A dry powder is created by preserving the structure of the peptides.
Core Principles: The stages of freezing, primary drying, and secondary drying
The production of lyophilized peptides takes place in three consecutive steps. These are freezing, primary drying, and secondary drying.
1. Freezing
In general, there are two main types of freezing: crystalline and amorphous freezing (Fig. 3). During crystalline freezing, water forms an ordered crystal structure during the transition to the solid state of aggregation. This is problematic for peptides, since their structure can be mechanically damaged by ice crystals. During amorphous freezing, an amorphous, vitreous structure is formed in which the peptide structure remains stable. To achieve this, freezing must be carried out quickly. For this purpose, liquid nitrogen (-320.8 °F) or special freezers with a high cooling rate are used.
Peptide solutions have a specific glass transition temperature that characterizes the temperature limit below which they pass into an amorphous solid phase. During lyophilization, the temperature after freezing must not exceed this value during the following steps.
2. Role of Excipients: Enhancing stability through protective additives
Often so-called excipients (functional substances without their own pharmacological action) are added to the aqueous solutions of peptides. They are intended to protect the molecules from damage. These can be certain sugars such as trehalose or mannitol, but buffer solutions and polymers are also used for this purpose. The basis for this is their ability to be able to provide framework material in the amorphous phase or to be able to enter into the hydrogen bonding networks formed by certain atoms of the peptides. As a result, denaturation or aggregation can be prevented, which increases the peptide stability.
After lyophilization, hydrophobic peptides tend to be more difficult to dissolve again, since they lack the interactions with the aqueous phase. This can lead to aggregation or incomplete rehydration. To overcome these challenges, surfactants or organic solvents are often added, which improve the dispersion and solubility of hydrophobic peptides.
On the other hand, certain excipients such as sugars (e.g., trehalose, sucrose) or polyols (e.g., mannitol, sorbitol) are used specifically to stabilize acidic peptides. In the lyophilization of basic peptides buffer systems with volatile acids such as acetic acid or citric acid or, alternatively, ammonium acetate are often used. These help to keep the peptides in a protonated state and improve solubility after rehydration.
3. Primary drying (sublimation)
In this second step of lyophilization, water is removed from the frozen peptide solution. This happens under conditions where the ice sublimates – that is, it evaporates without first returning to the liquid state of aggregation. In doing so, one takes advantage of a special property of water, namely its so-called triple point. This “point” is characterized by a certain temperature and pressure, at which the three aggregate states – solid, liquid, and gaseous – can simultaneously exist in equilibrium (Fig. 4). For water, this point is at 32.018 °F and 4.58 Torr. For comparison: 760 Torr is the normal atmospheric pressure at sea level. Above the triple point pressure, water can exist in all three phases, below it, ice immediately turns into water vapor when heated – it sublimates.
In order to start the sublimation of the ice, a vacuum is created around the peptide solution. After that, heat must be supplied in a very controlled manner. The temperature is often left just below the glass transition temperature of the maximally freeze-concentrated solution (Tg‘). This is the temperature below which the peptide solution remains in a glassy state. Depending on the composition and cryoprotective agents used, Tg‘ values of peptide solutions range from -4 to -58 °F. By sublimation, about 95–98% of the water is removed from the frozen peptide mass.
4. Secondary drying (desorption)
The remainder initially remains as bound water in the matrix and the peptide structure itself. The secondary drying step in the lyophilization of peptides serves to remove this adsorbed water as well. The term desorption refers to the physico-chemical process in which water molecules from intermolecular bonds pass into the gas phase. In this phase of the production of lyophilized peptides, the pressure remains further reduced and the temperature is increased with great care to avoid thermal degradation of the peptides.
Molecular Characteristics Post-Lyophilization
Lyophilization has proven itself as a method for stabilizing peptides, since it preserves their molecular and structural integrity – that is, amino acid sequence, secondary and tertiary structure. The method is therefore particularly valuable because even small deviations in the chemical composition or conformation can impair the overall effectiveness of the peptide, for example by loss of the enzymatic recognition sites or change in binding affinity. Optimal lyophilization and rehydration largely prevent possible aggregation, denaturation or chemical degradation of the peptide and maintain its full functionality. A compromised Verified Peptide may clump, yellow, or dissolve poorly—these are key visual indicators.
Analytical Techniques for Characterization
The lyophilization of peptides entails several challenges and limitations. The selection of unsuitable excipients or process parameters can lead to aggregation, structural changes, or loss of activity. Not all peptides are equally well suited for lyophilization, since some can be degraded during the freezing or drying process. After all, rehydration after storage requires careful handling to ensure a complete and homogenous solution.
For this reason, various analytical techniques are used after peptide synthesis and lyophilization to ensure the purity and structural integrity of the peptide. These include:
- Mass Spectrometry: for the determination of the molecular mass and the identification of possible impurities (e.g., by fission or degradation) (Fig. 5)
- Circular Dichroism Spectroscopy: for the analysis of the secondary structure
- Fourier Transform Infrared Spectroscopy (FTIR): to detect possible changes in chemical bonds, amino acid sequence and structure
- Differential Scanning Calorimetry (DSC): for the detection of temperature-related changes in phase transitions, thermal stability, and specific heat capacity.
Stability, Storage, and Shelf Life Considerations
The main reason for the freeze-drying of peptides is to maintain stability and the shelf life of peptides in lyophilized form, which has been extended by orders of magnitude, compared to peptide solutions. However, their shelf life at room temperature may vary. These are the key factors to consider for the optimal storage of lyophilized peptides:
- Temperature: Lyophilized peptides should ideally be used in -20 °C or 4 °C be stored to minimize chemical degradation. Repeated temperature fluctuations – in particular repeated freeze thaw cycles – should be avoided to ensure the peptide stability.
- Moisture: Lyophilized peptides tend to absorb moisture from the air. This can lead to deamidation and aggregation. To prevent this, airtight containers are to be used to store peptides.
- Light protection: Sensitive peptides can oxidize due to UV radiation and must therefore be stored in a dark place. A protective gas such as nitrogen can also protect against oxidation.
- When handling a blends such as bpc‑157 tb‑500 blend ensure it’s equally protected from moisture and light, and store at low temperature just like any single peptide.
For the rehydration of lyophilized peptides, preference is given to sterile distilled water. Its almost neutral pH value minimizes unwanted chemical reactions with the peptide. Other solvents, in particular those with organic components or ions, can influence the conformation and solubility of the peptide. To reconstitute lyophilized peptides with sterile distilled water, the water is gradually added in small amounts to ensure uniform dissolution. After reconstitution in solution peptides are much more sensitive, and these aqueous solutions should therefore be stored at 4 °C or for a longer period also at -20 ° C. The stability of acidic peptides can be influenced by pH fluctuations, which is why the corresponding peptide solutions should be well buffered, e.g. with acetate, citrate, or phosphate.
Frequently asked questions (FAQs) about lyophilized peptides
A lyophilized peptide is formed by freeze-drying (lyophilization) of the solution of a peptide. For this, the solution is first frozen and then dried under vacuum. The result is a peptide powder that is more stable than a peptide solution. The molecular structure of the peptide is preserved, and its durability and stability are increased.
As long as peptides are in solution, they can be attacked by microorganisms or substances secreted by microorganisms. This can lead to hydrolysis or aggregation. Since lyophilized peptides are in the form of dry powders, this danger does not exist with them. They are therefore more durable and stable. As long as there is also protection against excessive temperature fluctuations and strong light exposure, the lyophilized form of peptides is ideally suited for transport and storage.
The lyophilization process for peptides involves freezing the peptide solution, followed by the sublimation and desorption of the ice under vacuum. In this way, the water is removed without denaturing the peptides. This process preserves the structural integrity and biological activity of the peptides.
First, the peptide solution is frozen very quickly, which ensures the formation of an amorphous structure. The formation of ice crystals is minimized so that they cannot damage the peptide structure . After that, the water is removed from the frozen mass under controlled conditions and strong negative pressure or in a vacuum. A dry powder is formed, in which the integrity of the peptide molecules is largely preserved.
Lyophilized peptides are stable and can be stored for a long time. As a result, their concentration can be precisely adjusted in experiments, and the risk of contamination with metabolites of microorganisms is reduced. This increases the reliability of the results. Due to smaller deviations, a smaller variability is achieved, and the number of required attempts is reduced. As a result, research and development costs can be saved.
Lyophilized peptides should be stored refrigerated or frozen. Since they are hygroscopic, they should be stored in hermetically sealed containers. When lyophilized peptides are exposed to UV light, this can lead to oxidation, photolysis or photoinduced aggregation. Therefore, storage in opaque containers is recommended. The reconstitution of lyophilized peptides should be carried out gently, and after that the resulting solutions should be consumed quickly.
For a successful lyophilization and the production of high-quality lyophilized peptides, it is important to precisely maintain the optimal temperature and pressure values during the lyophilization process. In addition, the choice of excipients and their concentration are of decisive importance for maintaining the bioactivity of the peptides.